 English
English
 Español
Español
 русский
русский
 日本語
日本語
 عربى
عربى

Contenido
- 1 ¿Qué es una losa de hormigón alveolar hueca y por qué es importante en la construcción moderna?
- 2 Cómo se fabrican las losas de hormigón con núcleo hueco
- 3 El papel de los imanes de encofrado en la producción de losas alveolares huecas
- 4 Rendimiento estructural de losas de hormigón alveolares huecas
- 5 Sistemas de Encofrado y Fijación Magnética en Planta de Prefabricados
- 6 Transporte, manipulación e instalación de losas alveolares huecas.
- 7 Sostenibilidad y eficiencia material de losas de hormigón alveolares
- 8 Aplicaciones comunes y ejemplos de proyectos
- 9 Control de calidad y normas para losas de hormigón alveolares huecas
- 10 Comparación de losas alveolares huecas con sistemas de pisos alternativos
- 11 Consideraciones prácticas para especificadores y contratistas
- 12 Innovaciones en tecnología de losas alveolares y sistemas de encofrado magnético
¿Qué es una losa de hormigón alveolar hueca y por qué es importante en la construcción moderna?
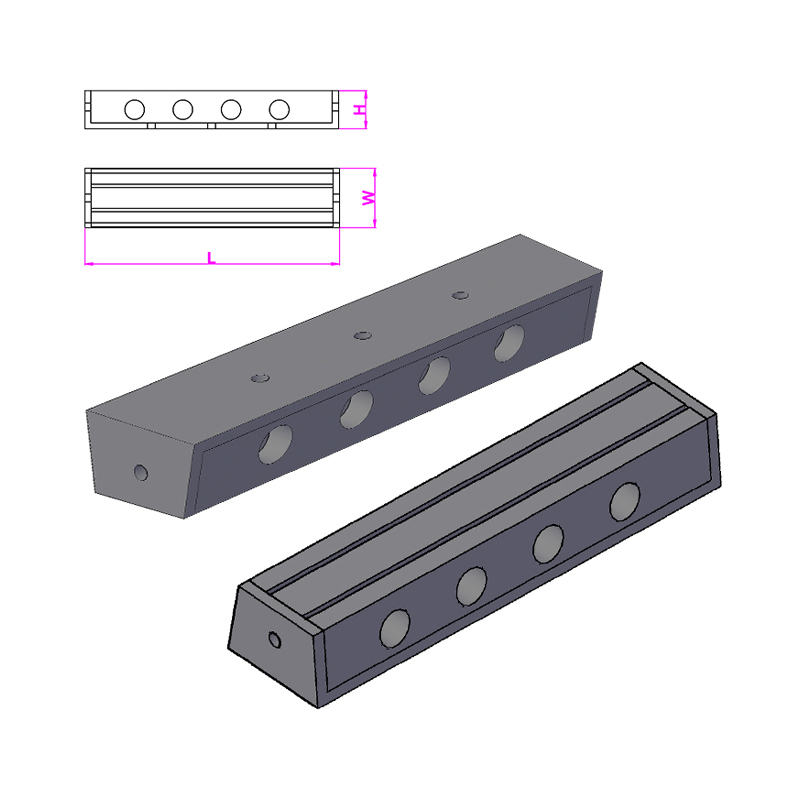
un losa de hormigón alveolar es un elemento prefabricado de hormigón pretensado que presenta huecos longitudinales, generalmente circulares u ovalados, que se extienden a lo largo de su longitud. Estos huecos reducen el peso total de la losa hasta entre un 40% y un 50% en comparación con una losa de hormigón sólido de dimensiones equivalentes, al tiempo que mantienen un excelente rendimiento estructural en resistencia a la flexión, al corte y al fuego. Esta combinación convierte a las losas alveolares en uno de los sistemas de pavimento más utilizados en edificios comerciales, bloques residenciales de varias plantas, aparcamientos, naves industriales y proyectos de infraestructura en todo el mundo.
La conclusión principal es sencilla: las losas de hormigón alveolares ofrecen una relación resistencia-peso superior, una velocidad de instalación rápida y un consumo de material reducido. Cuando se produce en una moderna instalación de prefabricados, donde se utilizan encofrados de precisión, imanes de encofrado y las camas de fundición automatizadas definen la calidad de la producción: estas losas cumplen constantemente tolerancias dimensionales estrictas y especificaciones estructurales exigentes. Comprender cómo se fabrican, manipulan e instalan es esencial para ingenieros, contratistas y profesionales de adquisiciones que buscan soluciones de pisos rentables y de alto rendimiento.
Cómo se fabrican las losas de hormigón con núcleo hueco
La producción de losas de hormigón alveolares se realiza casi exclusivamente en plantas prefabricadas de hormigón, utilizando uno de dos métodos dominantes: el proceso de extrusión (encofrado deslizante) o el proceso de fundición en húmedo. Cada enfoque tiene implicaciones específicas para el sistema de encofrado, la disposición del refuerzo, el acabado de la superficie y el papel de los componentes de fijación magnética.
Método de extrusión
En el método de extrusión, se pretensa un lecho de fundición de línea larga, generalmente de 100 a 150 m de longitud, con cordones de acero de alta resistencia antes de colocar el hormigón. Una máquina de extrusión se desplaza a lo largo del lecho, forzando una mezcla de hormigón rígida y sin asentamiento alrededor de los mandriles que forman los núcleos huecos. La máquina se mueve aproximadamente a 1 o 2 m por minuto, dejando una losa continua de sección transversal uniforme. Después del curado bajo cubiertas aisladas o en un ambiente calentado, la losa se corta con diamante hasta alcanzar las longitudes requeridas.
Debido a que la propia plataforma de fundición actúa como molde principal, el papel de los componentes discretos del encofrado es limitado, pero los encofrados laterales, los topes finales y los insertos empotrados todavía se colocan utilizando imanes de encofrado para mantener los componentes de acero en su lugar sobre la superficie de la mesa de fundición magnética sin taladrar ni soldar. Este método de fijación no invasivo es particularmente valorado en la producción de líneas largas porque elimina el daño a las costosas camas de acero y permite un rápido reposicionamiento entre ciclos de producción.
Método de fundición húmeda
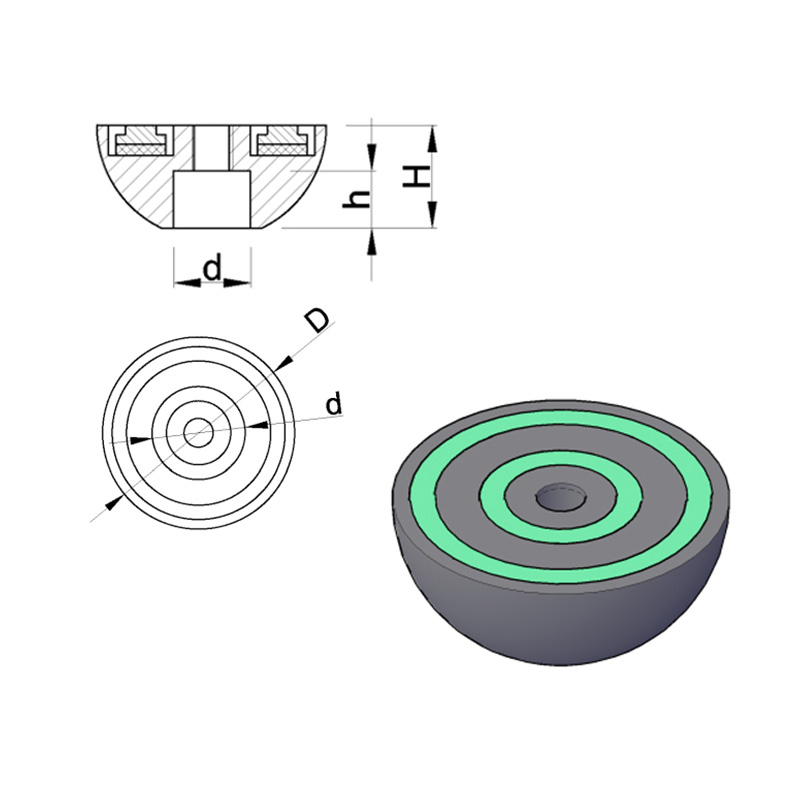
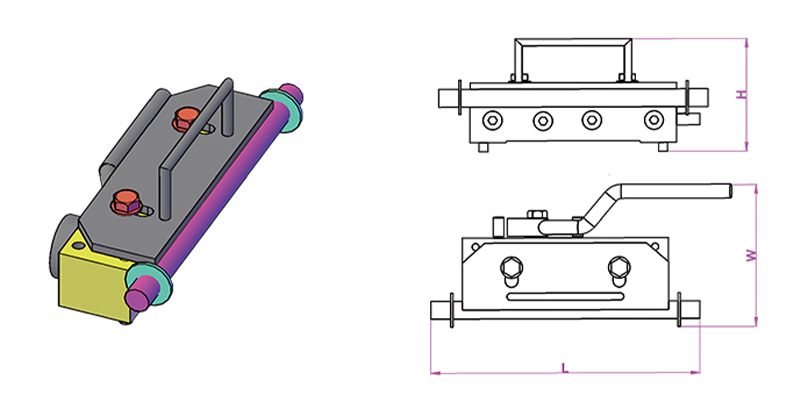
En el proceso de fundición en húmedo se utilizan moldes de acero individuales o sistemas basados en paletas sobre los que se ensamblan los elementos de encofrado. Aquí, imanes de encofrado —también conocidos como anclajes magnéticos para encofrados o cajas magnéticas— desempeñan un papel central y muy visible. Estos dispositivos se colocan sobre la superficie de la plataforma de acero y se atraen mediante fuerza magnética para mantener las contraventanas laterales, los bloqueos, los insertos y las jaulas de refuerzo en una posición precisa durante el vertido y la vibración del concreto. Las fuerzas de sujeción varían ampliamente según el diseño del imán, y las unidades comunes ofrecen 600 kg, 900 kg, 1200 kg o incluso 2100 kg de fuerza de sujeción, elegido en función del peso y las cargas de vibración que debe resistir el encofrado.
La capacidad de reposicionar los imanes de encofrado en cuestión de segundos (simplemente cambiando la palanca de activación para liberar el campo magnético) reduce drásticamente el tiempo de instalación en comparación con los anclajes atornillados o soldados. En una instalación de prefabricados de alto rendimiento que produce losas alveolares huecas en un carrusel o en un sistema de paletas estacionarias, esta velocidad se traduce directamente en más ciclos de producción por turno y menores costos laborales por unidad.
El papel de los imanes de encofrado en la producción de losas alveolares huecas
Imanes de encofrado son dispositivos de fijación diseñados que utilizan imanes permanentes de neodimio o ferrita encerrados en una carcasa de acero. Cuando se activa, el circuito magnético se cierra a través de la plataforma de acero o la superficie de la mesa, generando una poderosa fuerza de retención. Cuando se desactiva, al girar una palanca que mueve un imán interno, el circuito se abre y la unidad se puede levantar con la mano. Sin adhesivo residual, sin superficie dañada, no se requieren herramientas especiales.
En la producción de losas de hormigón alveolares, los imanes de encofrado cumplen varias funciones específicas:
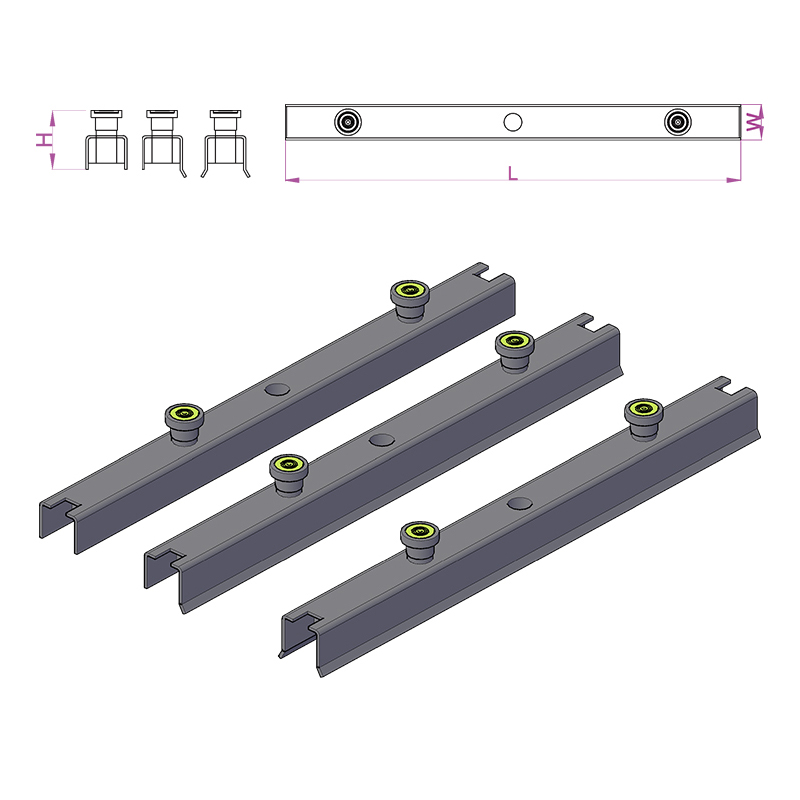
- Fijación de encofrados laterales longitudinales que definen el ancho de la losa y el perfil del borde.
- Mantener las contraventanas de los extremos en posición para establecer la longitud de la losa y formar la superficie superior.
- Fijación de formadores de bloqueo sobre ubicaciones centrales donde se requieren aberturas para servicios, columnas o fijaciones.
- unnchoring cast-in inserts such as lifting loops, anchor channels, threaded sleeves, and electrical conduit brackets
- Estabilización de jaulas de refuerzo contra el desplazamiento durante la vibración del hormigón de alta frecuencia.
La relación entre la selección del imán de encofrado y la vibración del hormigón es particularmente importante. El hormigón vibrante ejerce fuerzas dinámicas sobre el encofrado que pueden ser varias veces superiores al peso estático. Un imán de encofrado con una fuerza de retención estática de 1200 kg puede ser apropiado para una forma que pesa sólo 80 kg cuando las frecuencias y amplitudes de vibración son modestas, pero el mismo imán puede resultar insuficiente bajo una vibración interna intensa. Los fabricantes de renombre publican datos de sujeción sometidos a pruebas de vibración junto con clasificaciones estáticas, y especificar únicamente la fuerza estática es un error común que conduce al movimiento del encofrado durante el vaciado.
Tipos de imanes y su aplicación
| Tipo de imán | Fuerza de sujeción típica | Uso principal en la producción de losas | Ventaja clave |
|---|---|---|---|
| Imán de caja estándar | 600-1200 kilogramos | Encofrados laterales, topes finales | Rentable, ampliamente disponible |
| Imán de caja resistente | 1.500-2.100 kilogramos | Formas de bordes de acero pesado, bloqueos grandes | Alta resistencia a las vibraciones |
| Insertar imán (plano) | 150-400 kilos | unnchor channels, lifting sockets | Perfil bajo, cabe debajo de las inserciones. |
| Soporte magnético para chaflán | N/A (posicional) | Tiras de bisel de borde en plafón de losa | Detalles de borde consistentes |
| Ángulo de esquina magnético | variable | Uniones de 90°, esquinas bloqueadas | Elimina las fugas de lechada en las esquinas |
Rendimiento estructural de losas de hormigón alveolares huecas
El comportamiento estructural de una losa de hormigón alveolar se rige por su nivel de pretensado, calidad del hormigón, geometría del núcleo y relación entre luz y canto. Las unidades de núcleo hueco estándar se fabrican en profundidades que van desde 150 mm a 500 mm , con anchos típicos de 1.200 mm. En la práctica son comunes luces de 6 ma 18 m, con unidades de profundidad bien diseñadas que alcanzan 20 mo más bajo condiciones de carga controladas.
El pretensado se aplica a través de cordones de acero pretensados de alta resistencia, generalmente con un límite elástico de 1.570 MPa o 1.860 MPa, anclados a los estribos del lecho de fundición antes de colocar el hormigón. Una vez que el hormigón alcanza la resistencia de transferencia requerida (comúnmente 25 a 30 MPa cúbicos), los cordones se cortan o sueltan y la fuerza de pretensado se transfiere a la sección de hormigón mediante unión. Esto introduce un efecto de curvatura (arco hacia arriba) que compensa parcialmente la deflexión bajo cargas de servicio.
Rendimiento típico de amplitud de carga
| Profundidad de losa (mm) | Luz 6 m (kN/m²) | Luz 9 m (kN/m²) | Luz 12 m (kN/m²) | Luz 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Estas cifras ilustran por qué las losas alveolares se especifican para luces de medianas a largas en edificios de oficinas y aparcamientos, donde las cargas impuestas de 2,5 a 5,0 kN/m² son estándar y luces de 9 a 14 m son económicamente atractivas. El pretensado elimina la necesidad de vigas de acero secundarias en muchos casos, lo que reduce la profundidad estructural de la zona del piso y ahorra una altura significativa (a menudo entre 300 y 500 mm por piso) durante la vida útil de un proyecto de varios pisos.
Resistencia al fuego
Las losas de hormigón con núcleo hueco ofrecen una resistencia inherente al fuego a través de la masa térmica del hormigón y la profundidad de recubrimiento de los cordones pretensados. Una losa de 200 mm con una cobertura de 35 mm hasta el centroide del cordón normalmente logra REI 120 (resistencia al fuego estructural de dos horas) bajo exposición al fuego estándar. Las unidades más profundas con mayor cobertura alcanzan fácilmente REI 180 o REI 240, cumpliendo con los requisitos de ocupación más exigentes sin protección contra incendios adicional. Esta es una gran ventaja sobre las alternativas de acero o madera, que requieren revestimientos intumescentes, sistemas de rociadores o revestimientos para lograr clasificaciones equivalentes.
Sistemas de Encofrado y Fijación Magnética en Planta de Prefabricados
La calidad de una losa alveolar de hormigón es inseparable de la calidad del sistema de encofrado utilizado para fabricarla. Ya sea que la planta utilice un sistema de paletas estacionarias, un carrusel giratorio o camas de colada de línea larga, la precisión con la que se coloca y asegura el encofrado determina la exactitud dimensional, el acabado de la superficie y la consistencia de los elementos terminados.
Sistemas de carrusel de paletas
En un carrusel de paletas moderno, las paletas de acero se mueven a través de una secuencia fija de estaciones: limpieza, ajuste de moldes, colocación de refuerzos, fundición de concreto, vibración, curado, desmolde y transporte de elementos. El ciclo completo suele durar 24 horas, con varios palés en circulación simultáneamente. En la estación de ajuste de moldes, los operadores colocan los formularios laterales y los insertos usando imanes de encofrado según el diseño generado por CNC o basado en dibujos para cada elemento. Debido a que la superficie de la plataforma es una placa de acero rectificada con precisión, los imanes logran un contacto y una fuerza de sujeción consistentes en toda el área.
Las ganancias de eficiencia obtenidas con la fijación magnética del encofrado en un sistema de carrusel son sustanciales. Los estudios de los productores europeos de elementos prefabricados informan consistentemente Reducción del 30 al 50 % en el tiempo de fraguado del molde en comparación con los sistemas de anclaje atornillados o soldados. En una planta que produce entre 80 y 120 paletas por día, esto se traduce en horas de trabajo ahorradas por turno y una reducción mensurable en el costo de producción por metro cuadrado de losa.
Lechos de fundición de línea larga para núcleo hueco extruido
En la extrusión de línea larga, la función principal del encofrado la cumple la propia plataforma de fundición: una superficie plana y lisa de acero o recubierta de polímero a lo largo de la cual se desplaza la extrusora. Sin embargo, los imanes de encofrado y los sistemas de anclaje magnético relacionados se utilizan para sujetar:
- Deflectores y desviadores de cordones que perfilan la trayectoria de pretensado
- Rieles laterales longitudinales que definen el ancho de la losa antes de que comience el extrusor.
- Formadores de bloqueo de núcleos que crean aberturas para penetraciones de servicios en ubicaciones específicas
- Se agregan barras de refuerzo o malla a la superficie de concreto húmedo para conexiones de acabado compuesto.
La naturaleza no invasiva de la fijación magnética se valora especialmente en lechos de líneas largas, donde la superficie debe permanecer intacta durante miles de ciclos de producción. Cualquier raya o picadura en la superficie causada por perforación o soldadura se convierte en una fuente de fugas y adherencia de la lechada, lo que aumenta la fuerza de desmoldeo y los defectos superficiales en el plafón de la losa terminada.
Seleccionar el imán de encofrado adecuado
Elegir el imán de encofrado correcto para una aplicación específica de producción de losas alveolares requiere considerar varios factores más allá de simplemente hacer coincidir la fuerza de sujeción con el peso del encofrado:
- Grosor del palet o mesa: Los imanes están diseñados para funcionar con espesores de acero específicos (normalmente entre 10 y 25 mm). Demasiado delgado y el circuito magnético estará incompleto; demasiado grueso y la fuerza de sujeción disminuye sustancialmente.
- Método de vibración del hormigón: Los vibradores de mesa externos generan fuerzas dinámicas mayores que los vibradores de aguja internos. Los imanes en sistemas con vibración externa necesitan fuerzas de sujeción nominales más altas, a menudo de 1,5 a 2 veces el requisito calculado estáticamente.
- Presión de agua dulce y altura de hormigón: En elementos altos o donde el concreto se coloca rápidamente, la presión hidráulica contra los encofrados puede exceder los simples cálculos de peso. El imán debe resistir tanto la fuerza de elevación vertical como la presión lateral.
- Material y geometría del formulario: Las formas de acero transfieren la fuerza magnética directamente; Los encofrados de aluminio o plástico requieren placas base de acero que actúen como intermediarios entre el imán y el material del encofrado no ferromagnético.
- Entorno operativo: Las plantas con puentes grúa, motores eléctricos u otras fuentes electromagnéticas pueden requerir imanes con carcasas blindadas para evitar interferencias o desactivaciones no deseadas.
Los fabricantes líderes, incluidos Ratec, Halfen, Sommer y otros, ofrecen soporte de ingeniería para la selección de imanes y publican hojas de datos técnicos detalladas con fuerza de retención estática, fuerza probada por vibración, rango de temperatura de funcionamiento y ciclo de vida (normalmente clasificado para 500.000 a 1.000.000 ciclos de activación antes de que los componentes internos requieran inspección).
Transporte, manipulación e instalación de losas alveolares huecas.
Una vez moldeadas, curadas y cortadas a medida, las losas de hormigón con núcleo hueco deben levantarse, transportarse e instalarse con cuidado. La sección pretensada está optimizada para flexión positiva en la dirección del tramo; el manejo incorrecto que introduce flexión negativa o carga transversal puede causar grietas en la cara precomprimida (plafón), daño que es difícil de detectar y puede comprometer el desempeño estructural.
Requisitos de elevación y transporte
Las losas alveolares huecas deben levantarse utilizando abrazaderas diseñadas específicamente o dispositivos de viga y espaciador que apliquen carga en puntos dentro de la zona de levantamiento de diseño, generalmente no más de L/5 desde cada extremo, donde L es la longitud de la losa. Para losas de más de 10 m, una elevación de tres o cuatro puntos utilizando una viga espaciadora es una práctica estándar para controlar los momentos de flexión.
En obra, las losas se instalan mediante grúa directamente sobre vigas, muros o ménsulas de soporte. La longitud del rodamiento en cada extremo debe cumplir con los requisitos mínimos, generalmente 75 mm sobre soportes de acero u hormigón prefabricado y 100 mm sobre mampostería u hormigón in situ — para asegurar una transferencia de carga adecuada y evitar el desconchado de los extremos bajo cargas de servicio. Se utilizan almohadillas de soporte de neopreno o mortero para distribuir la tensión de contacto y adaptarse a las tolerancias dimensionales.
Rejuntado de juntas longitudinales
undjacent hollow core slabs in a floor are connected by grouting the longitudinal joints between units. The grout — typically a Portland cement mix with a low water-cement ratio — fills the tapered or keyed joint and, once hardened, transfers horizontal shear between units, enabling the floor to act as a diaphragm. In seismic design, this diaphragm action is critical for distributing lateral forces to the vertical structural system. The grout is often reinforced with longitudinal tie bars placed in the open cores at the edges and grouted in, providing continuity reinforcement across the joint.
La precisión de la junta longitudinal depende en parte de la precisión con la que se mantuvo la forma del borde durante el vaciado, otro punto en el que imanes de encofrado y los accesorios de fijación magnéticos relacionados influyen directamente en la calidad del suelo instalado. Una forma que se movió incluso entre 3 y 5 mm durante el vaciado puede producir una geometría de junta a la que es difícil aplicar lechada por completo, dejando huecos que reducen la transferencia de corte y la resistencia al agua.
Recubrimiento de concreto in situ
Muchos pisos de losas alveolares huecas se especifican con una capa superior de concreto estructural in situ, generalmente de 50 a 75 mm de espesor, fundida sobre las unidades prefabricadas después de la instalación. Este aderezo tiene múltiples propósitos:
- Nivela la superficie del piso, compensando la caída diferencial entre losas adyacentes.
- Crea un diafragma robusto conectando todas las unidades con una losa reforzada continua
- Permite la integración de solera, calefacción por suelo radiante o servicios dentro de la profundidad de acabado.
- Cuando se diseña de forma compuesta, aumenta la profundidad estructural y la capacidad de carga del piso.
La superficie superior de las losas alveolares huecas producidas por extrusión se deja intencionalmente rugosa: el proceso de extrusión deja una textura corrugada o estriada que proporciona unión mecánica a la capa superior. Las unidades de fundición húmeda requieren preparación de la superficie (generalmente granallado o escarificación mecánica) para lograr una fuerza de unión equivalente, lo que agrega un paso de producción y un costo asociado.
Sostenibilidad y eficiencia material de losas de hormigón alveolares
La industria de la construcción enfrenta una presión cada vez mayor para reducir el carbono incorporado y el consumo de materiales. Las losas de hormigón alveolares se comparan favorablemente con sistemas de pisos alternativos en varias métricas de sostenibilidad, particularmente cuando se considera el ciclo de vida completo.
Volumen reducido de hormigón y acero
Al eliminar el hormigón de la zona del núcleo, donde contribuye poco a la resistencia a la flexión, se utiliza la producción de núcleos huecos. Entre un 30 y un 45 % menos de hormigón por metro cuadrado que una losa maciza equivalente con la misma luz y capacidad de carga. El uso de acero de pretensado de alta resistencia (1.860 MPa) en lugar de refuerzo de acero dulce convencional (500 MPa) significa que el peso total del acero por unidad de área también se reduce significativamente: una losa alveolar hueca puede utilizar sólo de 2 a 4 kg/m² de cordón de pretensado, en comparación con los 8 a 15 kg/m² de barra de refuerzo en una losa reforzada convencional diseñada para el mismo rendimiento.
Esta reducción de material reduce directamente el carbono incorporado en la estructura del piso. Las cifras de la industria sugieren que una losa alveolar hueca típica de 265 mm tiene un carbono incorporado de aproximadamente 100–130 kg CO₂e/m² , en comparación con 160-200 kg CO₂e/m² para una losa plana sólida in situ de capacidad estructural similar.
Producción en fábrica y reducción de residuos
La producción en fábrica bajo condiciones controladas minimiza el desperdicio de material debido a pedidos excesivos, derrames y retrabajos. Los residuos de hormigón en una planta de prefabricados bien gestionada suelen representar entre el 1% y el 3% del volumen de producción, en comparación con el 5% al 10% o más en un sitio convencional in situ. El uso de imanes de encofrado y encofrados de acero reutilizables reduce aún más el desperdicio de encofrados; Un encofrado de acero de alta calidad utilizado con anclaje magnético se puede reutilizar durante miles de ciclos de producción, mientras que el encofrado de madera en un sitio in situ generalmente se descarta después de unos cuantos usos.
Consideraciones sobre el final de su vida útil
unt end of life, hollow core concrete slabs can be broken down and recycled as aggregate for road sub-base, fill material, or — in more advanced recycling streams — reprocessed into concrete aggregate. The prestressing strand can be recovered and recycled as scrap steel. Neither process is perfect, and some embodied carbon is lost in demolition and transport, but the relative simplicity of the material composition (concrete plus steel) makes hollow core slabs more straightforward to recycle than composite systems involving multiple bonded materials.
Aplicaciones comunes y ejemplos de proyectos
Las losas de hormigón alveolares se especifican en una amplia gama de tipos de edificios y aplicaciones de infraestructura. Su versatilidad surge de la amplia gama de profundidades disponibles, la capacidad de acomodar penetraciones de servicio y fijaciones fundidas (colocadas con precisión mediante anclajes de encofrado magnéticos durante la producción) y su compatibilidad con una variedad de estructuras de soporte.
Edificios residenciales de varios pisos
En la construcción residencial, las losas alveolares de 200 a 265 mm que se extienden entre 5 y 9 m entre muros de carga o vigas son una especificación estándar en los Países Bajos, Escandinavia, Europa Central y el Reino Unido. Un bloque de apartamentos de 15 plantas que utiliza suelos prefabricados de núcleo hueco puede ser impermeable en 8 a 12 semanas desde la planta baja, en comparación con las 20 a 30 semanas de una estructura de hormigón equivalente in situ. La planta normal de los edificios residenciales se adapta especialmente bien a la anchura uniforme y a las luces estándar de las unidades de núcleo hueco.
Edificios de oficinas comerciales
Los edificios de oficinas exigen luces más largas para lograr flexibilidad de planta abierta, normalmente de 9 a 14 m. Las losas alveolares profundas (320–400 mm) con altos niveles de pretensado están diseñadas para soportar cargas impuestas de 3,5–5,0 kN/m² sobre estos claros sin vigas secundarias. El intradós expuesto de las losas de núcleo hueco, inherentemente plano y liso debido al proceso de extrusión o fundición húmeda, se deja cada vez más visible como una característica de diseño, evitando el costo de los techos suspendidos y obteniendo beneficios de masa térmica que reducen las cargas máximas de enfriamiento entre un 15% y un 25% en edificios bien diseñados con ventilación natural o de modo mixto.
Aparcamientos
Los aparcamientos de varias plantas son uno de los entornos más exigentes para los elementos prefabricados de hormigón: son comunes luces de 15 a 18 m, las cargas concentradas de las ruedas pueden alcanzar entre 30 y 60 kN por eje y la estructura está expuesta a sales de deshielo, ciclos de congelación y descongelación y humedad. Las losas alveolares utilizadas en aparcamientos suelen ser 400–500 mm de profundidad , producido con altas calidades de concreto (C50/60 o superior) y bajas relaciones agua-cemento para maximizar la durabilidad. Las delgadas redes entre los núcleos requieren un diseño cuidadoso de la mezcla de concreto (tamaño máximo de agregado bajo, trabajabilidad adecuada) y una compactación precisa, lo que se ve facilitado por el entorno de producción controlado y los sistemas de control de calidad de la planta de prefabricados.
Los almacenes, centros de distribución e instalaciones de fabricación utilizan losas alveolares huecas en entrepisos, muelles de carga elevados y suelos apoyados en el suelo sobre encepados. En estas aplicaciones, la capacidad de preinstalar casquillos de elevación moldeados, canales de anclaje para sistemas de estanterías y conductos eléctricos (todos colocados mediante anclajes de encofrado magnéticos durante la producción de la planta) reduce significativamente los costos de fijación en el sitio y el riesgo del programa.
Control de calidad y normas para losas de hormigón alveolares huecas
Las losas alveolares de hormigón producidas en Europa deben cumplir EN 1168:2005 A3:2011 — la norma de producto armonizada para las losas alveolares prefabricadas de hormigón. Esta norma especifica requisitos de desempeño para resistencia estructural, resistencia al fuego, sustancias peligrosas, tolerancias dimensionales y desempeño acústico, junto con requisitos para control de producción en fábrica, pruebas y marcado CE.
Las tolerancias dimensionales clave según EN 1168 incluyen:
- Longitud: ±20 mm para losas de hasta 6 m; ±0,3% de la longitud para losas de más de 6 m
- Ancho: ±5 mm
- Profundidad: ±5 mm
- Rectitud: ≤L/600, máximo 20 mm
- Cuadratura de extremos: ≤10 mm
- Camber: 15/−5 mm para losas de hasta 12 m
unchieving these tolerances consistently depends on the quality of the entire production chain — from mix design and concrete batching, through strand tensioning accuracy, to formwork setting and post-casting inspection. The use of shuttering magnets and related magnetic positioning systems contributes to dimensional accuracy by eliminating the positional drift that occurs with conventional bolted forms under vibration, and by enabling rapid, precise repositioning when setting layouts change.
Más allá de las tolerancias dimensionales, EN 1168 y las normas de diseño Eurocódigo que las respaldan (EN 1992-1-1, EN 1992-1-2) requieren una verificación estructural detallada que cubra flexión, corte, punzonado, anclaje final y resistencia al fuego. El proceso de diseño para un piso de núcleo hueco implica determinar la luz máxima para la carga requerida, seleccionar la profundidad de la losa adecuada y la disposición de los cordones de las tablas de carga del fabricante, verificar la longitud del soporte, verificar la acción del diafragma del piso inyectado y coordinar las penetraciones de servicio con el ingeniero estructural.
Comparación de losas alveolares huecas con sistemas de pisos alternativos
Elegir entre losas de hormigón alveolares y sistemas de piso de la competencia requiere sopesar el rendimiento estructural, la velocidad del programa, el costo, la sostenibilidad y las limitaciones del sitio. Ningún sistema gana en todos los criterios, pero las losas alveolares tienen claras ventajas en escenarios específicos.
| Criterio | Losa hueca | Losa plana in situ | Plataforma de acero compuesto | Losa prefabricada maciza |
|---|---|---|---|---|
| Rango de tramo típico | 6-20 metros | 5 a 12 metros | Vigas de 3 a 9 m (cubierta) | 3 a 7 metros |
| Peso (propio) | Bajo-medio | Alto | Bajo-medio | Alto |
| Velocidad de instalación | muy rapido | Lento (encofrado, curado) | Rápido | Rápido |
| Resistencia al fuego (sin protección adicional) | REI 60–240 | REI 60–180 | Normalmente REI 30–60 | REI 60–180 |
| Eficiencia de materiales | Alto | Bajo | Medio | Bajo |
| uncoustic performance | Bueno (con solera) | bueno | Regular (requiere tratamiento) | bueno |
| Integración de servicios | Medio (cores usable) | Alto (flexible) | Alto | Bajo |
Los núcleos en sí ofrecen una ventaja útil para los servicios de construcción: en algunos enfoques de diseño, los huecos longitudinales se utilizan como conductos de aire para calefacción, refrigeración o ventilación, haciendo pasar aire acondicionado a través de la losa para servir al espacio ocupado y utilizar la masa térmica del hormigón para templar. Este enfoque de Sistema de Construcción Activado Térmicamente (TABS) se ha implementado en numerosos proyectos de oficinas en Europa Central, con reducciones mensurables en la demanda máxima de refrigeración de hasta 30–40% en comparación con los sistemas convencionales del lado aire.
Consideraciones prácticas para especificadores y contratistas
La especificación o adquisición de losas de hormigón con núcleo hueco requiere la colaboración con el fabricante en las primeras etapas del proceso de diseño. A diferencia del hormigón in situ, que se puede ajustar in situ, las losas alveolares huecas se fijan dimensionalmente en fábrica. Los cambios después de la producción (recortes, fijaciones adicionales, modificaciones de refuerzo) son técnicamente posibles, pero costosos y requieren mucho tiempo. Lograr que la información fluya correctamente en la etapa de diseño es fundamental.
Información requerida en la etapa de diseño
- Cargas estructurales: peso propio, cargas muertas superpuestas (recrecido, tabiques, acabados), impuestas (categoría de ocupación) y cualquier carga concentrada proveniente de fijaciones de planta, almacenamiento o revestimiento.
- Condiciones claras de luz y apoyo en cada soporte, incluidos los soportes no paralelos o la geometría sesgada.
- Clase de resistencia al fuego requerida para la zona del piso.
- Ubicación, tamaño y estructura de todas las penetraciones de servicios, incluidos manguitos MEP, tuberías de drenaje, columnas estructurales que atraviesan el piso y aberturas del hueco del ascensor.
- Se requieren fijaciones fundidas: canales de anclaje, casquillos de elevación, pernos de amarre, trozos de conductos, todos los cuales se colocan mediante anclajes de encofrado magnéticos y se vierten durante la producción en fábrica.
- uncoustic performance requirements, particularly for residential or mixed-use projects where impact and airborne sound must meet regulatory standards
- Límites de deflexión y expectativas de curvatura, especialmente cuando los acabados frágiles (baldosas, terrazo) se aplicarán directamente a la superficie de la losa.
Coordinación de Sitio para Instalación
En el sitio, la instalación de losas alveolares requiere coordinación de la capacidad de la grúa, rutas de acceso, apuntalamiento temporal (si lo requiere el diseño estructural) y la secuencia de lechada, vertidos de acabado y detalles de conexión estructural. La capacidad de las grúas suele ser la limitación crítica : una losa alveolar de 400 mm, 12 m de largo y 1,2 m de ancho pesa aproximadamente entre 5.000 y 5.500 kg. En un sitio urbano restringido donde el alcance de la grúa reduce la capacidad de elevación, esto puede requerir reducir la longitud de la losa o especificar una unidad más liviana, una decisión que afecta en cascada al diseño de luz, carga y estructura de soporte.
El relleno de juntas debe seguir exactamente las especificaciones del fabricante. El uso de una lechada demasiado húmeda produce una junta porosa y débil propensa a agrietarse; demasiado seco y es posible que no llene completamente el perfil de la junta cónica, dejando huecos. El lechado de juntas en grandes superficies de piso debe planificarse como una operación continua, con personal y capacidad de mezcla adecuados para evitar juntas frías dentro de una sola pasada de junta.
Comprobaciones posteriores a la instalación
unfter installation and grouting, the completed hollow core floor should be inspected for:
- Camber diferencial entre unidades adyacentes: aceptable dentro de ±5 mm sin tope; si es mayor, es posible que se necesite una profundidad adicional de la regla para lograr una superficie nivelada
- Integridad de la lechada en todas las juntas longitudinales y transversales.
- Adecuación del apoyo final en todos los apoyos.
- Condición de los insertos fundidos: cualquier inserto dañado o mal colocado debe informarse y remediarse antes de aplicar el acabado o los acabados.
- unbsence of handling damage: cracking at slab ends, spalling at bearing areas, or longitudinal cracking in the webs that may indicate transport or erection damage
Innovaciones en tecnología de losas alveolares y sistemas de encofrado magnético
La industria del hormigón prefabricado continúa desarrollando tanto el producto de losa alveolar como los sistemas de producción utilizados para su fabricación. Varias áreas de desarrollo activo son dignas de mención para quienes toman decisiones de inversión en infraestructura a largo plazo.
Concreto de ultra alto rendimiento en la producción de núcleos huecos
En varios programas de investigación europeos y asiáticos se están realizando investigaciones sobre el hormigón de rendimiento ultraalto (UHPC) para aplicaciones de núcleo hueco. Las mezclas de UHPC con resistencias a la compresión de 150 a 200 MPa permiten reducir aún más el espesor de la red, disminuyendo el peso propio y manteniendo la capacidad de corte. El desafío de la producción es que el UHPC no es compatible con los equipos de extrusión estándar (el refuerzo de la fibra y la viscosidad de la mezcla requieren métodos de fundición modificados) y el papel de imanes de encofrado and precision magnetic formwork systems El posicionamiento de los moldes más delgados y de mayor precisión se vuelve aún más crítico.
unutomation and Robotics in Formwork Setting
Varios fabricantes de equipos prefabricados ofrecen ahora sistemas robóticos de colocación de encofrados que leen el diseño del elemento a partir de un modelo BIM y colocan automáticamente encofrados laterales, topes finales e inserciones en la superficie de la plataforma. Estos sistemas suelen utilizar robots pórtico con sistemas de visión para recoger y colocar componentes de encofrado, utilizando imanes de encofrado como mecanismo de fijación final: el robot posiciona el formulario y se activa el anclaje magnético para bloquearlo en su lugar. Los primeros en adoptar estos sistemas informan una precisión de ajuste del molde de ±1 a 2 mm y tiempos de ciclo muy inferiores a los del ajuste manual, con una calidad constante y una reducción de la fatiga del operador.
Integración digital y producción inteligente
Las plantas de prefabricados modernas están integrando cada vez más la tecnología de gemelos digitales (un modelo virtual en tiempo real de la planta de producción) con sistemas de control de calidad, gestión de inventario y logística. A cada elemento se le asigna un código QR o etiqueta RFID único en el punto de producción, vinculando su registro digital al lote específico de concreto, lote de torones, posiciones de insertos fijados con imanes y resultados de verificación dimensional. Esta trazabilidad es cada vez más demandada por los principales contratistas y clientes en proyectos complejos donde se requiere responsabilidad estructural durante la vida útil de diseño del edificio de 50 a 100 años.
La precisión de la fijación magnética del encofrado, combinada con controles de calidad mediante escaneo láser del elemento terminado antes del envío, forma parte de esta cadena de calidad digital. Una losa que pasa todas las verificaciones dimensionales, registros de resistencia del concreto e inspección visual se envía con un registro de producción completo al que se puede acceder mediante un escaneo QR en el sitio, lo que permite al ingeniero estructural o al propietario del edificio verificar el cumplimiento sin depender únicamente de certificados en papel.








